淀粉廢水
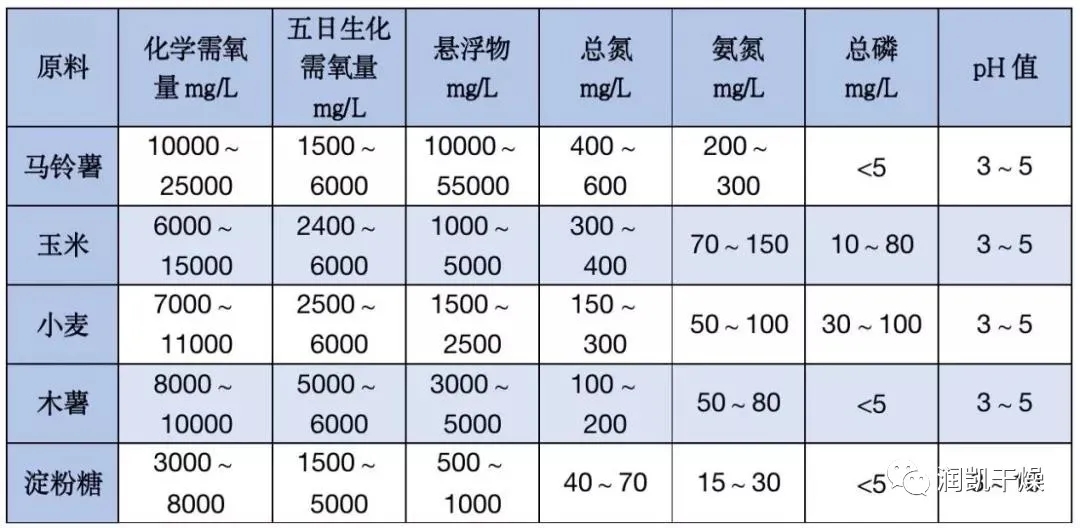
淀粉廢水一般屬于高濃度有機廢水,是以玉米、馬鈴薯、小麥、大米等農產品為原料生產淀粉或淀粉深加工產品(淀粉糖、葡萄糖、淀粉衍生物等)產生的廢水。
如今,對淀粉廢水的處理主要為物化法和生物組合工藝技術。利用外加絮凝劑,使水中的膠體顆粒粒徑增大從而脫穩、利用重力沉降自然分離的技術。某企業選用PAC和PAM進行紅薯淀粉廢水的絮凝實驗結果分析,傳統高分子絮凝劑PAC對SS和總磷的去除效果較好,選用PAC、PFS、PAM等絮凝劑處理高濃度馬鈴薯淀粉廢水,PAC 可作為馬鈴薯淀粉廢水的最適混凝劑,控制最佳投藥量再經過超濾膜分離后,COD去除率高達77 %。基于現代膜分離技術的各項優點,實際工業生產應用較廣。采用膜過濾處理淀粉廢水是一種較為環保的方法。某公司選擇了截留分子量為10KD的超濾膜+反滲透的處理工藝,COD去除率為20%左右,而SS的去除率高達99%;出水再經反滲透膜,COD的去除率≥98.8%。系統出水COD<100 mg/L,BOD5<10mg/L,去除效果良好,且能穩定運行。該工藝核心是利用微生物新陳代謝將能夠被生物降解的有機污染物轉化為無害物質,從而達到廢水凈化的目的。淀粉廢水處理過程中多采用上流式厭氧污泥床,其低能耗、高效率,而且產泥量小。某淀粉企業在處理紅薯濕淀粉廢水過程中發現,當進水COD為1000~2000mg/L、BOD5<1100 mg/L、NH3-N<10~50mg/L、SS≤900mg/L,利用兩級UASB+A/O組合工藝處理后,出水 COD≤93mg/L、BOD5≤20mg/L、NH3-N≤7mg/L、SS≤25mg/L,該工藝具有很好的耐沖擊負荷能力,對波動性較大的工業廢水處理尤為適合。
就淀粉廢水特點
探究適應更廣、控制簡便的
新型處理處理技術和方法
果汁廢水
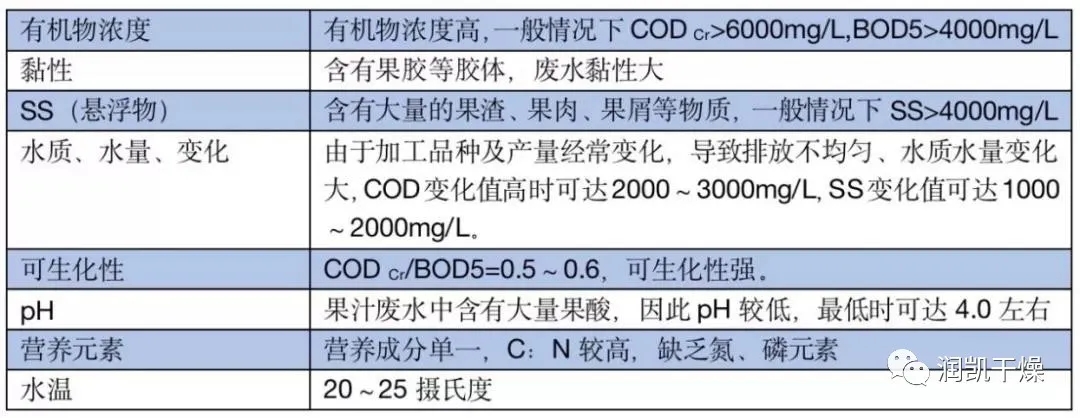
果汁廢水主要來自沖洗水果、粉碎、榨汁等工序,罐裝工段的洗瓶、滅菌、破瓶損耗和地、面沖洗等環節。廢水中含有較高濃度的糖類、果膠、果渣及水溶物和纖維素、果酸、單寧、 礦物鹽等。
為解決果汁廢水的污染問題,國內外己將許多先進的生物處理技術應用于果汁廢水的處理中,如升流式厭氧污泥反應器(UASB),升流式厭氧生物濾池,中溫、高溫厭氧過濾器,生物轉盤反應器(RBC)等先進的生化處理系統。實際處理果汁廢水時,常采用UASB+SBR工藝、UASB—接觸氧化工藝等對COD、BOD5、SS、NH3-N均有較高的去除率。其中,某果汁生產公司采用UASB和EIC+接觸氧化工藝處理果汁廢水,處理后出水COD、SS、NH3-N、BOD5、TP分別達到58、16、2.65、13.5、0.20 mg/L。該工藝在果汁廢水處理中得到廣泛的應用,是一種經濟合理且適合我國國情的有效處理工藝。主要是利用厭氧微生物及 好氧微生物對有機污染物的不同氧化代謝機理,先將厭氧微生物控制在水解酸化的條件下, 使難生物降解的高分子復雜有機底物轉化為易生物降解的低分子簡單有機物,從而改善和提高廢水可生化性的功能,再經好氧工藝進一步處理,達到徹底降解有機廢水的目的。 某公司采用水解酸化—接觸氧化工藝處理蘋果汁加工廢水,廢水水量1000m3/d,進水COD Cr 8 000mg/L,BOD5 4800 mg/L,SS 6000mg/L,pH為4~8,處理后出水達到《污水綜合排放標準》中的二級標準。 厭氧折流板反應器(ABR)在構造上類似于多個無三相分離器的 UASB 反應器的簡單串聯, 其每一個反應室中的污泥可以顆粒化形式或絮狀形式存在,廢水進入反應室后沿導流板上下折流前進,依次通過每個反應室的污泥床, 廢水中有機物通過與微生物充分接觸而得到去除。采用ABR—接觸氧化工藝處理某果業有限公司果汁廢水,該公司果汁廢水水量為1500m3/d,COD為4500mg/ L,BOD為2500mg/L,SS為2500mg/L,pH為6~7。處理后出水COD為70mg/L,BOD 10mg/L,SS 55mg/L,pH=8,達到《污水綜合排放標準》一級排放標準。運行結果表明,該工藝不僅能有效去除果汁廢水中的有機物、懸浮物等,而且運行可靠,處理效果好。
果汁廢水具有不同的特點
即使在同一階段,水質也因產品不同而差異較大
醫院污水
醫院污水是指整個醫院園區內,包括醫療門診、病房、手術室、各類檢驗室、病理解剖室、放射室、洗衣房等處排出的診療、生活及糞便污水。當辦公、食堂、宿舍等排水與上述污水混合排出時亦視為醫院污水。醫院污水含有的細菌和病毒也多種多樣,是多種病原體的聚集地,在醫療系統中要求有針對性方法進行收集和集中處理。醫院污水一級處理系統分為常規污水處理和特殊性質污水處理。對于特殊性質污水需要分類收集,足量后單獨處理,再排入醫院污水處理系統。特殊性質污水主要有以下幾種:
酸性污水。采取中和法處理,中和劑可選用氫氧化鈉、石灰等,中和至pH7~8。
含氰污水。采用堿式氯化法處理。
含汞污水。含汞污水宜采用硫化鈉沉淀+活性炭吸附法。經活性炭吸附后,出水汞濃度符合相關排放標準后方可進入醫院污水處理系統。
含鉻污水。采用化學還原沉淀法處理。
放射性污水。同位素治療排放的放射性污水應單獨收集,可直接排入衰變池,特別注意的是衰變池應防滲防腐。
生物脫氮技術主要包括厭氧好氧工藝法(A/O法)和厭氧-缺氧-好氧法(A/A/O法)。上海某醫院污水處理工藝為“AO法+消毒”,并配有低溫等離子除臭系統,通過A/O法使污水中COD、BOD5、NH3-N的去除率分別達到 70%、80%、75%。接觸消毒部分采用二氧化氯發生器,通過計算定量消毒,達到處理效率高、成本低、無二次污染的效果。膜生物反應器(MBR) 中的膜分離作為消毒工藝,可減少或省去消毒劑的投加,有效降低由于化學消毒(如氯化消毒、氯胺消毒等)過程所產生的有毒有害的消毒副產物(DBPs)的量,是現階段使用較多的一種醫院污水處理方法。MBR工藝在醫院污水處理領域有獨特的優勢,可以密閉運行、處理效率高、出水水質及后續消毒效果好。廣東某醫院采用浸沒式膜生物反應器(MBR)處理污水。實際運行效果表明,MBR工藝對 COD、氨氮、微生物具有較高的去除率。膜出水 COD 和氨氮的平均濃度分別為17.3 mg /L 和0.93mg /L,平均去除率分別達85.1%和97.9%。MBR正常運行期間,出水濁度平均為 0.67NTU。SBR法可根據進水水質,間歇進水,強力混合,單一反應池反應,靜置沉淀。這種處理方式的優點為:設施相對簡單,對于需要改造污水處理系統的醫院具有重要的參考意義;可以自動化控制,沒有污泥回流操作,減少勞動強度;對污水流量有波動的場所適應性強;污泥活性高、沉降快,對絲狀菌的生長和污泥膨脹有較好的抑制作用。值得一提的是,對那些污水總排放量不大、排放量不均勻且有波動的小型醫院來說,SBR工藝效果較好。AB法建設費用低,耗電量少,出水水質好,具有靈活性。可以根據實際情況,只擴大A段池容就可以增大整個系統的處理能力。天津某制藥企業高濃度污水采用AB兩級強化生物處理方法,可使制藥污水中的CODcr、氨氮、SS的降解率分別達97.6%、55.3%、8 9.9%,出水水質符合標準要求。
致病微生物和糞大腸菌群
乳品廢水
乳制品廢水是煉乳、干酪、奶油、乳制清涼飲料、冰激凌以及乳制品點心生產過程中排出的廢水。廢水主要來自容器及設備的清洗水,主要成分含有制品原料。主要特征有:
有機物濃度高,pH值波動大;
可生化性好;
含有大量的SS和油類物質;
有機氮含量高。
乳品廢水是一種中高濃度有機廢水,具有較好的可生化性,適宜用生化法處理;但廢水中含有大量的SS、油脂等物質,同時含有高濃度的氮類營養物質,需要在工藝選擇中予以充分考慮。SBR可有效解決小型高濃度污水的處理問題,適合污染分散,處理難度大的乳品加工小企業。某奶牛場采用 SBR—絮凝工藝對廢水COD進行處理,進水COD在500~3000mg/L時,曝氣6h,沉淀60min,污泥濃度2500mg/L左右時,SBR運行穩定,COD去除率達80%以上;以聚合AlCl3作絮凝劑對SBR出水進行絮凝,COD去除率達84%,出水COD達到排放標準。采用“水解酸化 +SBR”工藝,對某市某乳品廠 1000 m3/d 廢水進行處理。在進水 COD 2000~2500 mg/L 時,出水 COD≤100 mg/L,達到國家污水綜合排放標準中的一級標準。通過在水解酸化池內增加軟性填料,污水由底部進水后流經厭氧生物膜,厭氧污泥掛膜生長,增加了污水與污泥的接觸面積,從而使水解酸化池的去除效率超過30%。對某牛奶處理廠采用“調節—隔油—UASB—SBR”工藝進行了工程設計,設計處理能力10000 m3/d,設計進水COD5500 mg/L、BOD3000 mg/L、SS800 mg/L、動植物油脂400 mg/L。污水處理廠 今年9月啟動和運行,運行穩定可靠,出水水質優良,化驗分析結果COD為50.24~68.30 mg/L、BOD<19 mg/L、SS<50 mg/L、油脂<8 mg/L,大大優于《污水綜合排放標準》中一級標準的要求。實際結果表明,采用UASB 工藝處理乳品生產中的污水,每天可減少供氧能耗約7900 kW·h,每年可節約電費約130萬元,同時,污水處理廠每天可產生約14300m3的沼氣。乳品廢水中含有大量膠體顆粒及油脂,通過氣浮法預先去除,能夠減少后續生化處理的負荷,保證出水水質的穩定。氣浮+A/O+深度組合工藝處理乳品生產廢水,在進水BOD為750mg/L、COD為1500 mg/L、SS為400mg/L、NH3-N為50mg/L、處理量為350m3/d時,對COD、BOD、SS、氨氮的去除率分別為95%、98%、94%、73%,主要指標均達到國家《污水綜合排放標準》中的一級排放標準,平均最低處理費用0.41元/噸。
是乳品廢水處理的主體工藝
啤酒廢水
啤酒廠廢水主要源自糖化車間、發酵車間和灌裝車間,3個車間廢水的指標有所不同,糖化車間和發酵車間廢水占總廢水的30%左右,化學需氧量COD很高,屬于高濃度廢水,而灌裝車間廢水屬于低濃度廢水。啤酒廢水含糖類、醇類等有機物,有機物濃度較高,無毒,但易于腐敗,排入水中需要消耗大量溶解氧,對水體環境造成嚴重危害。目前多數啤酒廠主要采用傳統生化法處理廢水,也有許多新建啤酒廠采用組合工藝進行處理,組合工藝能夠節約成本、減少能耗,具有更加廣闊的發展前景。某啤酒廠采用IC反應器與曝氣池串聯法處理啤酒廢水,對其處理的經濟性進行分析,表明該工藝具有高穩定性,占地面積小,運行自動化程度高,能夠節約成本,其中IC反應器中形成的多余的顆粒污泥可銷售,處理后廢水COD值在30mg/L~45mg/L,去除率為86%左右,出水SS 的濃度平均為40mg/L~45mg/L,平均去除率可達95%以上,可用于灌溉、綠化。利用該工藝處理高濃度啤酒廢水,具有以下優點:對廢水水質的適應范圍比單一處理工藝廣,能夠縮短廢水的HRT,防止污泥膨脹,有機物的降解速率高,污泥的沉淀性能好。采用水解酸化-序批式活性污泥(SBR)-生物吸附(曝氣)串聯工藝處理啤酒廢水,此工藝為典型的厭氧-缺氧-好氧組合工藝。水解酸化池能夠降低廢水pH值并去除一部分COD,提高可生化性,曝氣池能夠降低BOD濃度,減輕后續處理的負荷,生物吸附能夠在相對短的曝氣時間內去除50%左右的有機物,出水COD、BOD均穩定,去除率分別為98.6%和93.8%。整個處理系統流程簡單、結構緊湊、HRT短,節約能耗和成本。除此之外,常用的組合工藝還包括:水解酸化法-生物接觸氧化法、UASB和氧化溝串聯工藝、UASB-缺氧池-接觸氧化工藝、水解酸化-生物接觸氧化-外循環(EC)厭氧工藝。
造紙廢水
廢紙造紙大多以舊書本、舊報紙和箱板等為原材料,其中有很多細小纖維和油墨等化學污染物。造紙工藝中對水的需求量越大,相應產生的廢水產物就越多。造紙污水因其化學需氧量(COD)、總懸浮固體含量(SS)高,可生化性能差,有機污染物種類繁多等特點無法與常規城市污水混合處理。造紙過程中的制漿、漂白、洗滌、和抄紙等工藝流程所用化學添加劑都將隨水一起排放,造紙廢水成分復雜且毒性較大,造紙廢水中約有89種有機污染物,可生化降解性也較其他污水差。某造紙廠利用厭氧內循環(IC)反應器可以去除93.8%的COD、97.6%的SS,但IC反應器對水質pH值具有較高的要求,故在IC反應器前設置預酸化池保證廢水進入IC反應器前所需要的 pH 值條件。IC反應器的優點在于可以將固液氣三相進行分離,具有內循環攪拌作用及較高的上升流 速,可以將造紙廢水中的固體雜質如纖維和鈣等沖出反應器,使反應器可以長期穩定運行。與普通活性污泥法相比,好氧處理過程中的生物膜法具有占地面積小、處理能力強、耐沖擊負荷的特點。相關研究表明,懸浮載體生物膜反應器(SCBR)可有效去除廢水中的慢性有毒物質。生物膜法處理造紙廢水更加適用于中小型企業的廢水處理。某造紙廠在處理黑液時采用水解酸化—好氧生物處理工藝,先將黑液中難降解的纖維類物質通過斜網回收,利用酸析將其轉化為不溶性物質,便于分離。在高濃度兼性微生物的吸附和水解酸化作用下將大分子難降解有機物質轉化為小分子易降解有機物,后經過好氧曝氣池進行生物降解,最后達到出水標準。 實踐表明,厭氧與好氧處理技術的結合對造紙廢水的處理具有良好的效果,系統運行穩定,對其中污染物質的去除更易達到國家標準。采取厭氧—好氧活性污泥法相結合工藝能夠有效去除污染物質,排水標準達到國家一級A 標準。同時采用廢水回用以及生產工藝改造,可節約清水用量80.9%~86.7%,采用活性污泥法作為厭氧后處理工藝,可操作性性強、運行穩定、能耗低。該技術優點在于可以對工業污水中的有毒難降解物質進行徹底破壞,反應速度快、無二次污染,但其對設備的要求較高且投資較大。利用 Fenton 氧化技術對草類制漿造紙中端廢水中 CODcr 的去除率可達到78%,色度的去除率可達到 98%左右。Fenton氧化技術在最后出水中存在大量鐵離子,需要在其后聯用 Fe回收工藝。電催化高級氧化技術是利用電場作用,通過催化活性電 極反應直接或間接產生氫氧根離子,利用氫氧根離子攻擊有機分子,使難降解有機物轉化為可生物降解的有機物,或在電場的作用下使有機物“燃燒”成為CO2與H2O等無害無機物。電催化高級氧化技術對能源的要求與負荷較高,雖然在處理效能方面較為優秀,但對于中小型造紙廠來說,其處理費用過高。制漿造紙廢水中的懸浮物質主要由樹皮、纖維、纖維束、填料以及涂料組成。國外紙廠首選沉降法,平均可以去除 80%以上的懸浮物質,初級凈化器的平均懸浮物去除率為70%~80%;采用溶氣氣浮法處理造紙廢水,TS去除率可以達到65%~95%。
無法達到排放標準
CODcr>100mg/L,色度仍然較高
屠宰廢水
屠宰廢水來自于圈欄沖洗、淋洗、屠宰及其它廠房地坪沖洗、燙毛、剖解、副食加工、動物殘渣,血水等組成。屠宰廢水是一種典型的有機廢水,富含蛋白質及油脂,不含重金屬、有毒物質,主要營養物質為氮、磷,屬于高氮高磷高有機廢水。其中,氮主要以有機物或銨鹽(NH4+)形式存在,而磷主要以磷酸鹽(PO43-)形式存在。生物處理工藝利用微生物來去除屠宰廢水中有機物和病原體的廢水處理方法,其BOD去除率可達 90%,是最經濟有效的處理方法之一。生物處理技術主要包括:厭氧工藝、好氧工藝以及人工濕地(CWs)等。其中,常見的厭氧工藝有厭氧折流板反應器(ABR)、厭氧濾池(AF)、厭氧塘(AL)、穩定塘(SP)、上流式厭氧污泥床反應器(UASB)、厭氧序批式反應器(SBR)等,常見的好氧工藝有活性污泥法(AS)、生物接觸氧化法(BCO)、好氧 SBR 等。截至目前,國內外所開發的生物/物理-生物組合工藝有:BCO-混凝沉淀、一體式厭氧-好氧固定膜反應器、ABR-循環活性污泥系統(CASS)、ABR-AF、ABR-二級BCO、水解酸化-CASS、厭氧-缺氧-好氧折流生物反應器、水解酸化-兩段式SBR等。
泡菜廢水
泡菜生產包括清洗、切分、鹽漬、發酵、清洗、包裝、殺菌等過程。其中鹽漬、清洗、脫鹽脫水等是產生廢水的主要環節,這些廢水具有COD高,NH3-N高,TP高,鹽分高等特點。該工藝是利用微生物等代謝作用來處理廢水。絕大多數微生物會在高鹽環境中失水而導致死亡,因此在處理泡菜高鹽廢水時利用耐鹽菌或者嗜鹽菌來處理廢水達到來較好等效果。該工藝是普遍各行業采用的除鹽工藝,它是靠離子交換工藝化學交換來完成對水進行除鹽。離子交換是一個單元操作過程,在這個過程中,通常涉及到溶液中的離子與不溶性聚合物上的反應,采用這種方法除鹽時,廢水首先經過陽離子交換柱,帶正電荷Na+、K+等離子被H+置換而滯留在交換柱內,之后Cl-等帶負電的陰離子被OH-置換,以此達到除鹽的目的。膜分離技術是利用膜對混合物中各組分選擇透過性能對差異來分離、提純和濃縮目標物質的新型分離技術。電滲析是比較常用的脫鹽技術,超濾、微濾可以截留固體懸浮物(ss)膠體COD,反滲透RO是最有效最常用的脫鹽技術,相比以上三個,此方法能夠去除部分溶解性有機物。
針對季節性生產,泡菜廢水量波動較大
味精廢水
味精生產過程中產生的廢水主要來源于生產過程中原料與設備的洗滌水、消毒廢水和提取味精后的發酵母液及濃縮結晶遺棄的結晶母液( 離子交換尾液),通常所說的味精廢水是指生產過程中產生的發酵母液或離子交換尾液,是味精行業的主要污染源。此類廢水的水質具有“五高一低”的特點,即高酸性,高COD,高BOD5,高硫酸根,高菌體含量,低pH的特點。其中由殘余的發酵菌體和其他有機性懸浮物占COD總量的60% 左右,給以生物處理工藝為核心的常規方法帶來了一定困難。IC反應器在味精廢水處理中的運行條件的確定包括菌種來源和添加量、溫度、pH值、水力停留時間等。通過對某味精廠IC反應器自調試開始至滿負荷運行達標過程的處理過程的長期監測分析,整個運行過程中IC反應器COD去除率約在60%以上,可以看出IC反應器容積負荷高,在除磷方面性能較為優秀。該工藝相較于傳統生物脫氮工藝具有明顯優勢:(1)無需外加有機物作電子供體,既可以節省費用,又可防止二次污染;(2)可使耗氧能耗大為降低;(3)生物產酸量大為下降,產堿量降至為零,可以節省中和試劑。氨氧化技術在味精廢水處理中的最佳運行條件的確定,包括污泥接種、進水的氨氮濃度、pH值、HRT、溶解氧等。經過前段處理工藝處理后的污水中存在殘余的硝態氮。為達到排放標準要求,可以在工藝的末端添加反硝化濾池。將前端殘余的硝態氮通過反硝化轉化成氮氣而最終從水中去除掉,實現氮的完全去除。
大多數味精廢水處理技術為物化-生化
飲料廢水
飲料生產中的廢水主要來源于洗滌容器、設備和沖洗生產場地,當生產結束進行周期性清洗時,要使用大量苛性物質,使廢水值大幅度升高當生產廢料液過多時,其廢水的值又大幅度降低 ,其主要污染物為溶解在廢水中的糖、酸、堿、鹽類等。因此,飲料生產中廢水的主要特點是有機物和懸浮物含量高,易腐敗,一般無毒性。由于目前市面上主要種類多為乳品飲料和果汁飲料,相關工藝可參考乳品廢水和果汁廢水的處理流程。
皂素廢水
皂素生產過程中廢水主要來自于酸水解、過濾后產生的污水,以及中和、洗滌后產生的綜合廢水。
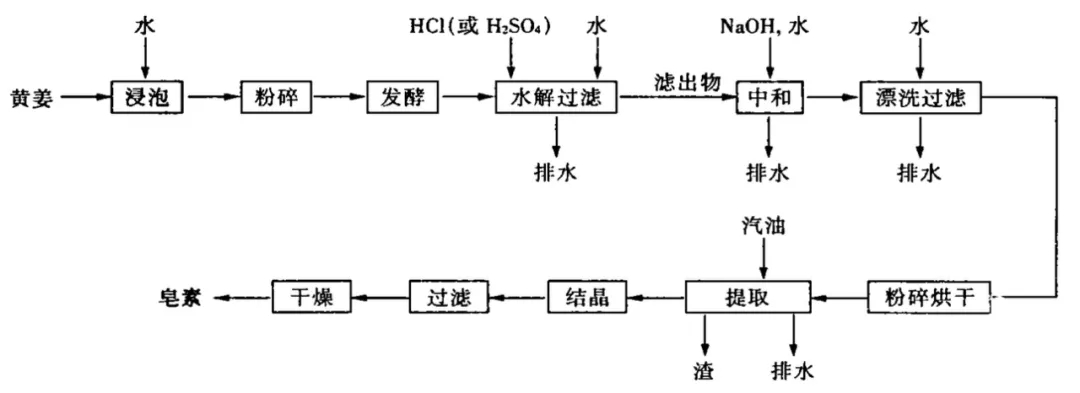
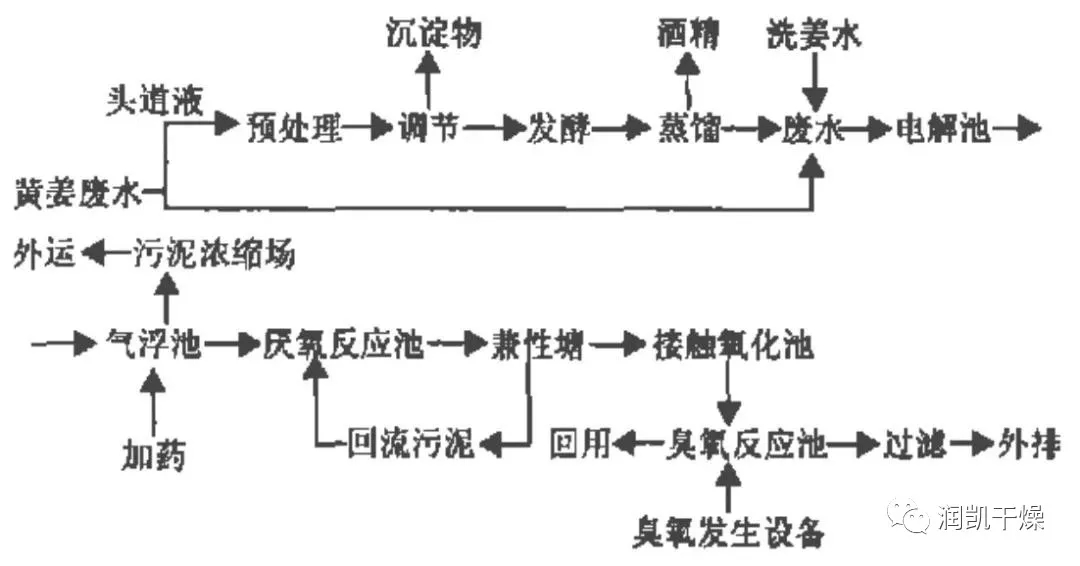
皂素生產過程中廢水排放流程
皂素生產過程與發酵制藥生產過程類似,其水質也與發酵制藥廢水相似。高濃度廢水,COD一般在30000~60000mg/L,pH<1。其他工序排放廢水pH值為中性,COD值一般在3000~4000mg/L,混合廢水COD值一般在13000~24000mg/L左右。黃姜廢液可謂“污染之王”,生產1t皂素所產生的廢水高達500~1000t。通過大量的實踐證明:通過發酵-蒸餾處理,可使廢水中COD降低50%左右。這是其他微生物降解不可比擬的,同時可變廢為寶,回收有用資源。中后期處理中,采用臭氧氧化技術,不僅可以殺菌和消毒,還可以氧化分解水中的各種雜質,包括顯色有機物,因而能有效地去除水中的色、臭、味,同時,臭氧氧化作用可以使芳香族化合物全部或部分消失,不飽和脂肪酸減少或消失,可以明顯提高污水可生化降解性,有效的改善出水水質。
小區污水
小區污水不同于城市污水,水質水量變化較大,污染物濃度較低,可生化性好。因此,在選擇污水處理工藝時,既要確保環境效益,也要考慮經濟效益。
污水處理工藝應簡單實用,操作簡便,運行可靠,便于維護,適應小區水質水量變化較大的特點;盡可能地采用高效、節能的污水處理技術;
污水處理工藝應減少對周圍環境產生二次影響,主要包括減少污泥產量,盡量采用無污泥或污泥產量少的工藝,降低處理污泥的二次費用,減少污水處理中噪聲及異味對小區周圍環境的影響;
污水處理工藝技術應具備處理效率高、構筑物少等優勢,盡量多利用地下空間,以節省用地;
污水處理設計外觀設計應符合小區等建筑物的設計風格,保證小區美觀;
合理利用污水資源,應最大限度考慮污水處理后的回用和再利用,結合小區景觀、綠化、洗車以及消防等進行綜合考慮。
常用的處理工藝有UASB、ABR、EGSB、SBR等。值得一提的是,生物轉盤具有無臭、無噪聲、管理方便等優點,適用于小規模的污水處理,常和其他技術組合來進行污水處理。一些小區的生物轉盤技術以太陽能作為其動力來維持運行,既節省了能耗也擴展了生物轉盤的適用范圍,以 300 t/d 為例的生物轉盤設備,能耗只需要0.07kW·h/m3,遠低于常規活性污泥及其他生物膜法。以簡單實用、方便管理為原則
文末給推薦一種新型污水處理設備:母液干化蒸發一體機是由常州潤凱干燥自主研發的一種內加熱傳導型轉動干燥設備,濕物料在滾筒外壁上獲得以導熱方式傳遞的熱量,脫除水份,達到所要求的濕水含量.熱量由筒內壁傳到筒外壁,再穿過料膜,其熱效率高,可連續操作,故廣泛應用于液態物料或帶狀物料的干燥,常州潤凱母液干化蒸發一體機對膏狀和粘稠物料更適用。
特點:
(1)熱效率高:
筒內供給的熱量,除少量熱輻射和筒體的端蓋部分散熱損失外,大部分熱量用于濕分氣化,熱效率可高達70~80%
(2)干燥速率大:
筒壁上濕料膜的傳熱與傳質過程,由里至外,方向一致,溫度梯度較大, 使料膜表面保持較高的蒸發強度,一般可達30~70kgH:0/m.h。
(3)產品的干燥質量穩定:
滾筒供熱方式便于控制,筒內溫度和間壁的傳熱速率能保持相對穩定,使料膜能處于穩定傳熱狀態下干燥,產品的質量可獲得保證。
(4)適用范圍較廣:
采用滾筒干燥的液相物料,必須具有流動性、粘附性和對熱的穩定性物料的形態可為溶液、非均相的懸浮液、乳濁液、溶膠等。對紙漿、紡織物、賽璐珞等帶狀物料也可采用。
(5)單機的生產能力:
受到筒體尺寸的限制 一般滾筒干燥器的干燥面積,不宜過大。單筒的干燥面積,很少超過12m。同一規格的設備,其處理料液的能力,還受到料液性質、濕含量控制、料膜厚度、滾筒轉速等因素的影響,變化幅度較大,一般在50~2000kg/h。
(6)供熱介質簡便:
常用飽和水蒸氣,壓力范圍為2~6kgf/com,很少超過8kgf/cm。對某些要求在低溫下干燥的物料,可采取熱水作為熱媒:對要在較高的溫度下干燥的物料,也可用熱媒或高沸點有機物作為熱媒。
應用領域:
潤凱干燥的母液干化蒸發一體機主要用于處理液體物料,既可通入蒸汽、熱水或熱油加熱干燥,又可通入冷水冷卻結片:可根據不同的物料性質和工藝要求采用浸入式、噴淋式、碾輔式等加料方式。
適應物料:
適用于化工、凈水劑、硫酸銅、動物膠、植物膠、染料酵母、抗菌素、乳糖、淀粉漿、亞硝酸鈉、染料、蒸餾廢液、硫化藍、青霉素菌渣、廢水提取蛋白、冶金等行業液體或較粘稠物料的干燥。




